
В качестве основного оборудования для обработки поверхности в современной обрабатывающей промышленности струйная линия напрямую влияет на производительность и затраты предприятия. Эта статья в сочетании с отраслевыми случаями и технической литературой, систематический анализ пяти ключевых факторов, влияющих на эффективность струйных линий, и предлагает стратегию оптимизации.
Функциональность и стабильность оборудования
1. Эффективность основного оборудования
Система распыления: эффект распыления распылителя и стабильность высокого давления напрямую влияют на использование порошка. Например, предприятие путем модернизации распылителя, использование порошка до 95%, однопроводная годовая экономия краски 1,2 млн. юаней.
Тепловая эффективность печи для отверждения: ключевое значение имеют однородность температуры печи для отверждения (±5°C) и скорость рекуперации тепла (например, остаточное тепло используется для нагрева перед обработкой). Один случай показывает, что после оптимизации конструкции печи для отверждения время отверждения сокращается на 20%, а потребление энергии уменьшается на 18%.
Скорость цепи доставки соответствует: скорость цепи доставки должна быть синхронизирована с темпом распыления и отверждения. В случае оборудования для окраски Kangcheng в Чунцине скорость цепи доставки увеличилась с 2,3 м / мин до 3,3 м / мин, а производительность увеличилась на 43%.
2. Техническое обслуживание и старение оборудования
Контроль частоты отказов: Регулярное техническое обслуживание (например, очистка распылителя, смазка цепи) может уменьшить время простоя. Несвоевременная замена стареющего сопла на одном из заводов привела к увеличению времени простоя на 15 часов в месяц.
Степень автоматизации: полностью автоматическая струйная линия через манипулятор, автоматическая система обнаружения уменьшает ручное вмешательство, эффективность в 3 - 5 раз выше, чем традиционная искусственная линия.
II. Оптимизация технологических параметров
1. Точное управление параметрами распыления
Напряжение и ток: слишком высокое напряжение может привести к отскоку порошка, слишком низкое - к недостаточной адгезии. Предприятие оптимизирует угол распылителя, настраивает напряжение от 80 кВ до 60 кВ, однородность покрытия увеличивается на 30%.
Расстояние и скорость распылителя: расстояние между распылителем и деталью (150 - 200 мм) и скорость движения (0,5 - 1,5 м / с) должны соответствовать форме детали. Сложные детали используют технологию вращающегося напыления, покрытие увеличивается на 25%.
2. Оптимизация процесса отверждения
Контроль температуры и времени: Температура отвержденной печи должна быть скорректирована в соответствии с типом порошка (например, низкотемпературный отвержденный порошок может быть снижен до 120°C). Предприятие автомобильных деталей через точный контроль температуры, время отверждения сокращается на 10%, скорость дефектов снижается на 5%.
Система теплового цикла: использование технологии циркуляции горячего воздуха для обеспечения однородности температуры в печи, чтобы избежать локального перегрева, вызывающего дефекты покрытия.
3. Адаптация порошковых свойств
Распределение диаметра частиц: размер частиц порошка (10 - 50 мкм) влияет на текучесть. Один случай показывает, что после оптимизации диаметра зерна скорость засорения распылителя снижается на 40%.
Порошок низкой вязкости: использование порошка низкой вязкости может повысить эффективность распыления, но необходимо сбалансировать толщину покрытия с плавностью потока.
III. Качество материалов и управление снабжением
1. Качество порошковой краски
Характеристики покрытия: некачественный порошок может легко производить апельсиновую кожу, иголки и другие дефекты, что приводит к переделке. Качественный порошок должен иметь высокую плавкость, низкую вязкость плавления, например, предприятие использует криогенный отвержденный порошок, время отверждения сокращается на 20%.
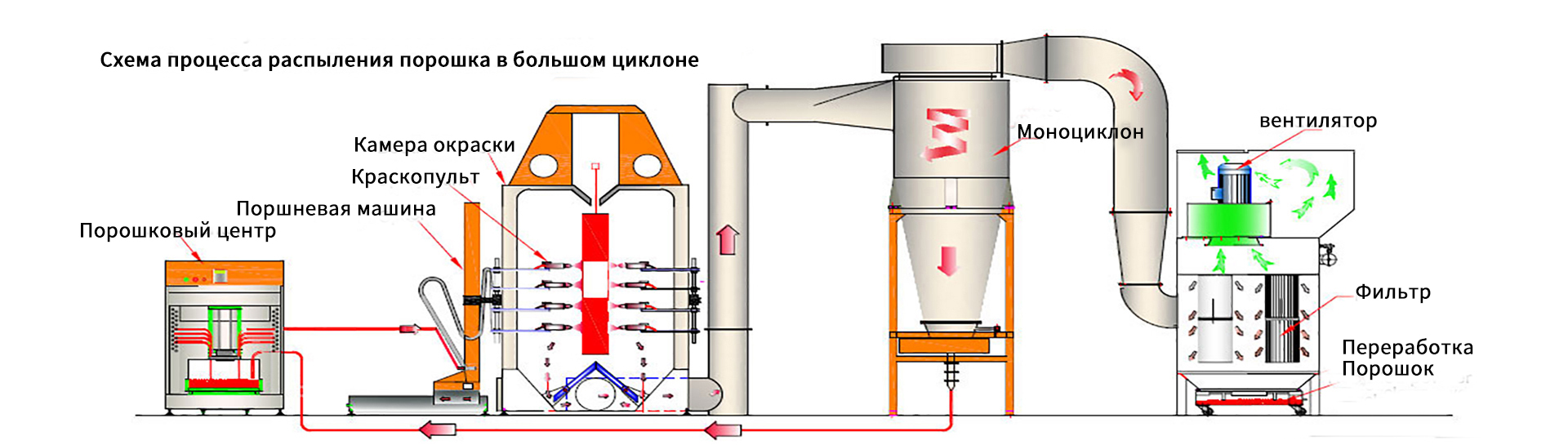
Использование переработанного порошка: неадсорбированный порошок отделяется циклоном + рециркуляция фильтра после рециркуляции, коэффициент восстановления > 95%, что значительно снижает стоимость материала.
2. Эффект препарата предварительной обработки
Концентрация фосфида: толщина фосфидной пленки должна контролироваться на уровне 2 - 3 г / м2 для обеспечения адгезии покрытия. На одном из заводов из - за недостаточной концентрации фосфида уровень выпадения покрытия увеличился на 15%.
Способность очищающего средства к обеззараживанию: неполное обезжиривание может привести к вспениванию покрытия. Использование экологически чистых моющих средств может повысить чистоту и уменьшить переработку.
3. Управление цепочкой поставок материалов
Контроль товарно - материальных запасов: внедрение цепочки поставок JIT (пунктуальность) для сокращения отставания в запасах. Предприятие улучшает оборот запасов на 30% за счет оптимизации управления запасами.
Координация поставщиков: глубокое сотрудничество с поставщиками порошка, индивидуализированная разработка краски для адаптивного процесса, повышение эффективности распыления.
IV. Окружающая среда и оперативное управление
1. Мониторинг динамики окружающей среды
Контроль температуры и влажности: температура в цехе распыления должна быть выше 35°C, а влажность - выше 80%. Один случай показал, что превышение температуры и влажности привело к увеличению частоты дефектов покрытия на 20%.
Чистота воздуха: концентрация пыли должна контролироваться ниже 0,1 мг / м3, чтобы избежать дефектов частиц покрытия. Эффективная система фильтрации снижает концентрацию пыли на 80%.
2. Навыки и подготовка персонала
Оперативное мастерство: уровень дефектов у неподготовленных работников достигает 15%, а квалифицированных работников можно контролировать в пределах 3%. Предприятие сокращает время переключения оборудования на 30% за счет регулярного обучения.
Стандартизированный рабочий процесс (SOP): Разработка настройки параметров распыления, техническое обслуживание оборудования и другие SOP, чтобы уменьшить человеческие ошибки.
3. Оптимизация системы управления
Стимулирующий механизм: создание бонусов за эффективность для стимулирования мотивации сотрудников. Предприятие через оценку эффективности, общая эффективность повышается на 12%.
Рациональное управление: использование 5S управления, системы просмотра панелей и других инструментов для сокращения времени ожидания. Завод оптимизируется процессами, производственный цикл сокращается на 25%.
V. Другие ключевые факторы
1. Адаптация характеристик изделия
Изделия сложной формы: необходимо использовать процесс многоосного распыления или псевдоожиженного слоя для обеспечения покрытия внутренней полости. В случае ступицы автомобиля, симметричная компоновка распылителя, равномерность толщины покрытия увеличивается на 30%.
Материал изделия: термочувствительные материалы (например, пластмассы) должны использовать криогенный отвержденный порошок, чтобы избежать деформации.

2. Энергетика и регулирование выбросов
Контроль энергопотребления: потребление энергии в печах для отверждения составляет 60% от общего объема, использование системы рекуперации тепла может снизить потребление энергии на 20%. Предприятие использует остаточное тепло, экономя 500 000 юаней энергии в год.
Экологическое соответствие: Выбросы VOC должны соответствовать правилам, продвигать водные краски вместо традиционных растворителей краски, чтобы уменьшить экологические риски.
VI. Оптимизация стратегий и проверка случаев
1. Модернизация оборудования
Пример: предприятие за счет модернизации оборудования для распыления и печи для отверждения, повышение эффективности производства на 10%, ежегодное увеличение производства более 10 миллионов юаней.
2. Оптимизация технологических параметров
Пример: предприятие бытовой техники оптимизирует напряжение распыления и температуру отверждения, стандартное отклонение толщины покрытия от 8 мкм до 3 мкм, скорость прохождения внешнего вида увеличена до 99,5%.
3. Синергизм в цепочках поставок
Пример: предприятие по производству автозапчастей и поставщик порошка работают над разработкой криогенного отвержденного порошка, время отверждения сокращается на 15%, потребление энергии снижается на 12%.
VII. ВЫВОДЫ
Повышение эффективности струйных линий требует систематической оптимизации оборудования, процессов, материалов, окружающей среды и управления в пяти измерениях. Благодаря модернизации автоматизации оборудования, точному контролю технологических параметров, контролю качества материалов, динамическому мониторингу окружающей среды и повышению квалификации персонала, можно значительно снизить скорость дефектов и энергопотребление, повысить конкурентоспособность предприятий. В будущем, с применением алгоритмов AI для оптимизации пути распыления, Интернета вещей в режиме реального времени для мониторинга состояния оборудования и других технологий, ожидается, что эффективность струйных конвейеров будет еще более прорывной, чтобы помочь обрабатывающей промышленности перейти к интеллектуальному и зеленому переходу.
