
Конвейерная линия по производству пластмасс представляет собой современную технологическую систему окраски, которая объединяет автоматизацию, экологичность и эффективность и широко используется в бытовой технике, автомобилях, строительных материалах, металлах и других отраслях промышленности. Основной принцип заключается в том, что порошковая краска равномерно покрывается поверхностью изделия посредством электростатической адсорбции и образует плотное покрытие путем высокотемпературного отверждения. Ниже рассматриваются три аспекта: структурный состав, принцип работы и технические преимущества.
I. СОСТАВ ОСНОВНОЙ СТРУКТУРЫ
Конвейер производства пластмасс состоит из пяти основных систем, каждая из которых работает вместе для достижения непрерывного производства:
1. Система предварительной обработки
Функция: Очистить поверхность изделия от загрязнения нефтью, ржавчины и примесей, образуя химическую конверсионную пленку для повышения адгезии покрытия.
Процесс:
Обезжиривание: удаление масла с помощью щелочных или нейтральных моющих средств.
Промывание водой: многоступенчатая промывка водой для удаления остатков.
Таблица: отрегулируйте поверхностную активность заготовки, чтобы подготовиться к фосфорилированию.
Фосфидирование: образование фосфатных мембран для повышения коррозионной стойкости.
Пассификация: экологически чистая обработка без хрома для предотвращения вспышки ржавчины.
Оборудование: спринклерный агрегат предварительной обработки, дробеструйная очистительная машина (для литья), ультразвуковая мойка.
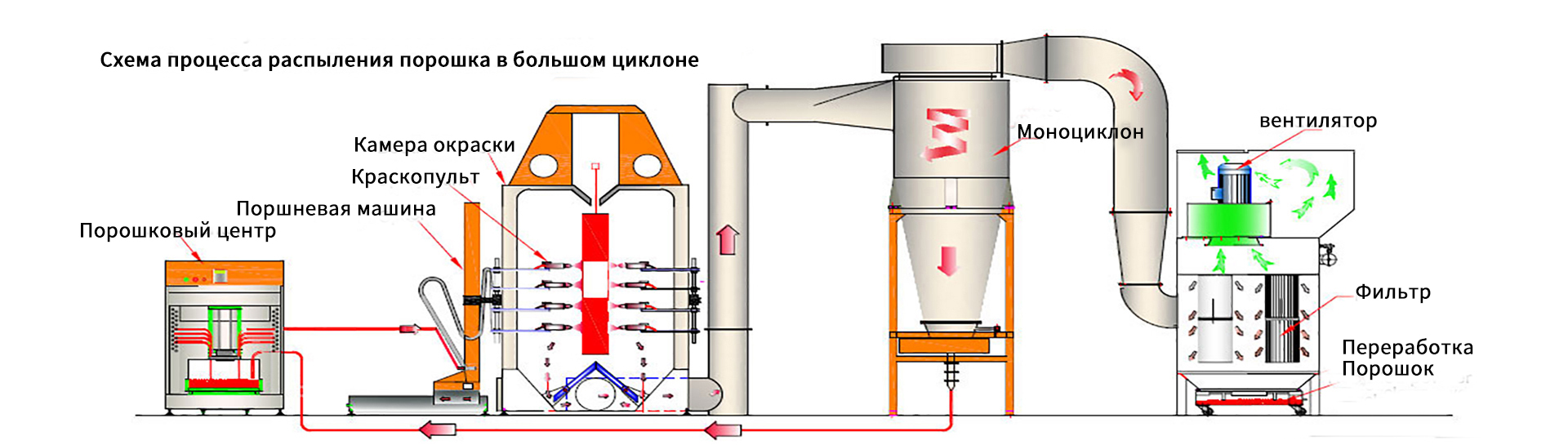
2. Системы опыления
Состав:
Устройство подачи порошка: порошковый барабан, порошковый насос, порошковый трубопровод, жидкость порошка подается в распылитель через сжатый воздух.
Распылитель: Встроенный генератор высокого давления, напряжение на кончике пистолета до 100 000 вольт, так что порошок с отрицательным электричеством.
Система рекуперации: крупноциклонный сепаратор + установка рекуперации с фильтром, неадсорбированный порошок перерабатывается после очистки мешком, коэффициент рекуперации > 95%.
Ключевые параметры:
Объем распыления: 200 - 300 г / мин (процесс термического распыления).
Толщина покрытия: 50 - 60 мкм (управление расстоянием и скоростью с помощью распылителя).
3. Система отверждения
Структура:
Элемент нагрева: газовая горелка или электрическая нагревательная труба, обеспечивающая источник тепла 190 - 210°C.
Корпус термостата: изоляционный материал из асбеста или силикатно - алюминиевого волокна для обеспечения однородности температуры.
Транспортный механизм: через сушильный канал (непрерывное перемещение деталей) или печь для отверждения коробчатого типа (пакетная обработка).
Контроль процесса: время затвердевания ≥ 10 минут, чтобы убедиться, что порошок полностью расплавлен и плавится, образуя соединительную структуру.
4. Транспортные системы
Тип:
Цепной конвейер: подходит для регулируемых деталей с регулируемой скоростью (например, 3,3 м / мин для повышения производительности).
Механический манипулятор: многоосный робот для достижения сложного траекторного напыления, подходит для гетерогенных элементов.
Захват верхней и нижней цепных пластин: линия по производству асбеста предназначена для обеспечения выравнивания продукта.
Функция: Реализация автоматического потока деталей между процессами, в соответствии с ритмом распыления и отверждения.
5. Системы контроля
Основные компоненты:
Контроллер PLC: Интегрированная температура, скорость цепи, давление распыления и другие параметры управления.
Датчики: инфракрасный термометр, фотоэлектрический переключатель для мониторинга состояния производства в режиме реального времени.
Человеко - машинный интерфейс: работа с сенсорным экраном, поддержка хранения формулы и диагностика неисправностей.
Интеллектуальное обновление: модуль IoT для достижения удаленного мониторинга, алгоритм AI оптимизирует путь распыления и потребление энергии.
Принцип работы и технологический процесс
Производство пластмасс следует основному процессу « предварительной обработки → распыления → отверждения → испытания», конкретные шаги заключаются в следующем:
1. Предварительная обработка изделий
Цель: Обеспечить чистоту поверхности фундамента до уровня Sa2.5 (стандарт ISO 8501 - 1).
Ключевые контрольные точки:
Толщина фосфидной пленки: 2 - 3 г / м² (фосфид цинковой линии).
Значение pH в ванне для промывки воды: регулярно заменяйте, чтобы избежать эффекта накопления Fe² ⁺.
2. Электростатическое напыление
Принцип: распылитель ионизирует воздух, образуя электрическое поле, заряженный порошок притягивается изделием (заземлением), равномерно прикрепляется.
Технические преимущества:
Использование порошка: > 95% (краска только 50%).
однородность покрытия: отклонение толщины мембраны ±5 мкм, беспотоковая подвеска, дефект иголки.
3. Высокотемпературное отверждение
Физические изменения:
Плавление порошка: точка размягчения смолы (обычно 80 - 120°C) начинает течь выше.
Плоскость потока: поверхностное натяжение приводит к разрастанию порошка, устраняет феномен апельсиновой коры.
Перекрестное отверждение: отвердитель способствует образованию химических связей между молекулами смолы.
Контроль энергопотребления: с помощью устройства рекуперации тепла остаточное тепло вентиляции используется для предварительной обработки воды для промывки и нагрева, что снижает общее потребление энергии.
4. Последующая обработка и проверка
Охлаждение: естественное охлаждение или принудительное воздушное охлаждение, чтобы избежать резкого охлаждения, которое приводит к растрескиванию покрытия.
Критерии проверки:
Сила сцепления: 100 - градусное тестирование до уровня 1 (GB / T 9286).
Ударная устойчивость: 50kg · cm удар без выпадения (GB / T 1732).
Испытание солевым туманом: > 500 часов без коррозии (GB / T 10125).
III. Технологические преимущества и инновационные тенденции
1. Экологический прорыв
Низкие выбросы ВОК: порошковая краска не содержит растворителя, а выбросы ВОС составляют < 0,1 г / м³ (что значительно ниже, чем 200 - 300 г / м³ краски).
Рекуперация с замкнутым циклом: нессорбционный порошок отделяется циклоном + фильтруется и повторно используется, чтобы уменьшить образование отходов.
2. Повышение эффективности производства
Автоматизированная интеграция: случай производителя часов показывает, что скорость производственной линии увеличилась с 2,3 м / мин до 3,3 м / мин, производительность увеличилась на 43%.
Быстрая смена цвета: небольшие циклоны + система восстановления фильтров может завершить переключение цвета за 15 минут, чтобы адаптироваться к требованиям многопрофильного производства.
3. Интеллектуальное обновление
Оптимизация параметров AI: создание модели распыления с помощью алгоритма глубокого обучения, автоматическое регулирование угла распыления и количества порошка, сокращение времени ручной настройки.
Цифровой двойник: виртуальная система моделирования предсказывает узкие места в производстве, оптимизирует макет оборудования и технологические параметры.
4. Адаптивное расширение материалов
Криогенный отвержденный порошок: разработка отвержденного порошка 120°C, подходит для термочувствительных материалов (например, пластмассы, древесина).
Функциональный порошок: применение специальных порошков, таких как антибактериальная, проводящая, самовосстанавливающаяся и т.д., для расширения добавленной стоимости продукта.
IV. Примеры применения в промышленности
1. Автозапчасти
Пример: Производитель ступицы автомобиля использует сквозную сушилку для достижения 5000 штук в день, прочность покрытия на камень до стандарта SAE J400.
Инновационная точка: интегрированная роботизированная визуальная система, которая автоматически распознает модель детали и вызывает соответствующую программу распыления.
2. Промышленность строительных материалов
Пример: Распылительная линия алюминиевого профиля с использованием двухголового распылителя симметричной компоновки, толщина покрытия увеличивается на 30%, соответствует стандарту AAMA 2605.
Экологические меры: Оборудование установки RTO (регенеративное тепловое сжигание) для обработки выхлопных газов, эффективность очистки VOCs > 99%.
3. Сфера бытовой техники
Пример: линия распыления боковой панели холодильника с использованием робота - распылителя с возвратно - поступательным распылением, стандартная разница толщины мембраны снизилась с 8 мкм до 3 мкм, а скорость прохождения внешнего вида увеличилась до 99,5%.
Управление себестоимостью: благодаря системе утилизации порошка одна линия экономит около 1,2 млн. юаней в год на краске.
V. Вызовы и будущие направления развития
1. Существующие проблемы
Порошковая пробка пушка: высоковязкий порошок легко блокирует сопло, необходимо оптимизировать распределение диаметра порошка (рекомендуется 10 - 50 мкм).

Глубокое покрытие полости: сложные внутренние детали должны сочетаться с процессом электростатического вращающегося стакана или псевдоожиженного слоя.
2. Тенденции в области технологий
Сверхкритическое напыление жидкости: использование сверхкритической жидкости CO2 вместо сжатого воздуха для достижения нулевого выброса VOC и сверхтонкого покрытия (< 30 мкм).
3D - печать в сочетании с распылением пластика: металлическая 3D - печать непосредственно распыляется, заменяя традиционную механическую обработку + процесс гальванизации, сокращая производственный цикл.
Заключение
Конвейерная линия по производству пластмасс благодаря своим преимуществам эффективности, охраны окружающей среды и интеллекта стала основной программой обработки поверхности в современной обрабатывающей промышленности. Благодаря скоординированному развитию материаловедения, технологий автоматизации и природоохранных норм в этой области будут продолжаться инновации, которые обеспечат ключевую поддержку высококачественного развития в эпоху Индустрии 4.0.
