
В области обработки алюминия технология порошкового напыления стала основным выбором для обработки поверхности благодаря своей экологичности, равномерности покрытия и экономической эффективности. В данной статье сочетаются отраслевой опыт и технологические инновации, а также систематически рассматриваются вопросы проектирования линии напыления алюминиевого порошка с четырёх аспектов: технологический процесс, выбор оборудования, оптимизация воздействия на окружающую среду и интеллектуальное управление.
1. Проектирование основного процесса: управление с обратной связью от предварительной обработки до поставки готовой продукции
Основной процесс линии напыления алюминиевого порошка должен охватывать пять основных этапов: предварительную обработку, напыление порошка, отверждение, охлаждение и последующую обработку. Процесс должен быть адаптирован в соответствии с характеристиками алюминиевых материалов (такими как оксидная плёнка и плоскостность поверхности):
Предварительная обработка:
Химическая очистка: Используйте автоматическую линию очистки распылением или погружением для последовательного выполнения трёх процессов: обезжиривания (среднетемпературный процесс без использования фосфора), травления (удаления оксидного слоя) и фосфатирования (формирования антикоррозионной плёнки). Например, компания, производящая алюминиевые профили, увеличила адгезию покрытия на 40% за счет фосфатирования, а время прохождения испытания в соляном тумане было увеличено до 1000 часов.
Физическая обработка: добавление пескоструйной обработки к сложным конструкционным алюминиевым материалам (например, ребрам радиатора) с шероховатостью поверхности Ra3,2–6,3 мкм для улучшения адсорбции порошка.
Распыление порошка:
Технология электростатической адсорбции: использование электростатического распылителя с двойным фильтром; напряжение распылителя регулируется в диапазоне от -60 до -100 кВ, а заряд порошка достигает 30–50 мкКл/г, что обеспечивает равномерное покрытие алюминиевой поверхности. Например, после внедрения этой технологии компанией, производящей двери и окна, коэффициент использования порошка увеличился с 75% до 88%, а время распыления одной детали сократилось до 1,2 минуты.
Многостанционное взаимодействие: разработка вращающейся камеры напыления порошка, работающей совместно с роботизированным манипулятором, для достижения 360-градусного распыления без мёртвых углов, что особенно подходит для алюминиевых изделий специальной формы (например, изогнутых труб). Благодаря этой конструкции одна из компаний, производящих автозапчасти, увеличила процент качественного напыления сложных структурных деталей с 82% до 95%.
Отверждение и охлаждение:
Инфракрасное отверждение + циркуляция горячего воздуха: В печи отверждения используется полнопоточный нагрев природным газом, равномерность температуры ±5°C и время отверждения 15–20 минут (180–200°C), что на 50% эффективнее традиционных печей.
Участок естественного охлаждения: предусмотрена 10-метровая зона охлаждения, оборудованная устройством принудительной вытяжки, чтобы температура изделия перед выходом из печи опускалась ниже 40°C и не допускала растрескивания покрытия.
Последующая обработка:
Контроль качества: используются толщиномер пленки (точность ±1 мкм) и адгезиометр (метод сетки) для проведения выборочных проверок каждой партии продукции. Одна из компаний использует систему визуального контроля на базе искусственного интеллекта с точностью распознавания дефектов 99,7% и уровнем пропусков менее 0,3%.
Ремонт и упаковка: локальные дефекты (например, микроотверстия) вручную наносятся методом распыления, а готовые изделия хранятся после пылезащитной упаковки.
2. Выбор оборудования: модульная конструкция адаптируется к различным потребностям.
Линия напыления алюминиевого порошка должна обеспечивать универсальность, гибкость и экономичность. Основные рекомендации по выбору оборудования:
Система транспортировки:
Подвесной цепной конвейер: подходит для тяжёлых алюминиевых материалов (например, панелей навесных фасадов), грузоподъёмностью 300 кг/м и регулируемой скоростью движения цепи 1–5 м/мин. Некоторые компании используют технологию управления с преобразователем частоты для снижения энергопотребления при транспортировке на 20%.
Петлевой конвейер: используется для небольших алюминиевых материалов (например, электронных радиаторов), имеет небольшую занимаемую площадь и гибкий радиус поворота, а также может использоваться в накопительной конструкции для кэширования заготовок.
Оборудование для напыления порошка:
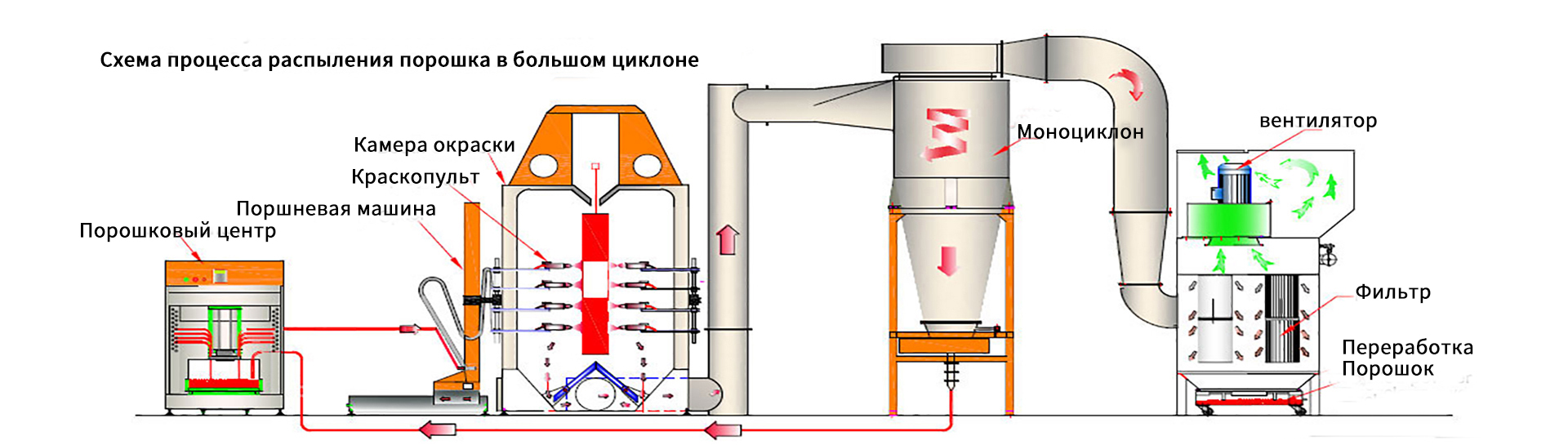
Система сбора большого циклона: степень сбора порошка превышает 98%. Система оснащена импульсным фильтрующим элементом для вторичной фильтрации. Извлеченный порошок может быть использован повторно, что снижает стоимость материала на 15%.
Интеллектуальный распылительный пистолет: встроенный датчик давления и регулятор расхода, регулировка количества распыляемого порошка в режиме реального времени, что обеспечивает погрешность толщины покрытия ≤15 мкм. Благодаря этой технологии одна компания сократила расход порошка на одну деталь со 180 г до 150 г.
Оборудование для отверждения:
Полномостовая газовая печь: Тепловой КПД достигает 85%, что на 30% экономичнее электрического нагрева и подходит для крупномасштабного непрерывного производства.
Модульная инфракрасная нагревательная плита: Неисправные узлы можно быстро заменить, а время обслуживания сокращается до менее чем 30 минут, что снижает потери от простоя.
Охранное оборудование:
Цеолитовый ротор + установка сжигания RTO: Эффективность очистки ЛОС превышает 95%, что соответствует «Комплексным стандартам выбросов загрязняющих веществ в атмосферу» (GB 16297-1996).
Фильтр-картридж с импульсной обратной промывкой: точность фильтрации достигает 0,1 мкм, а собранный порошок может быть повторно использован для сокращения отходов.
3. Интеллектуальное управление: оптимизация производства на основе данных
Использование технологий промышленного Интернета вещей для полного мониторинга процесса, повышения эффективности производства и стабильности качества:
Сбор данных в режиме реального времени:
Установка датчиков температуры, влажности и толщины покрытия, загрузка данных в облачную платформу и создание производственных отчетов. Компания проанализировала архивные данные с помощью алгоритмов искусственного интеллекта и снизила частоту отказов оборудования на 25%.
Удалённое управление и обслуживание:
Инженеры могут регулировать параметры распылительного пистолета и контролировать температуру печи через мобильное приложение, обеспечивая «автоматизированную» работу. Компания сократила время реагирования на обслуживание оборудования с 4 до 1 часа благодаря системе удалённой диагностики.
Отслеживаемость качества:
Каждое изделие из алюминия привязано к уникальному QR-коду для регистрации времени напыления порошка, оператора и результатов испытаний, что удобно для отслеживания проблем после продажи. Благодаря этой системе компания снизила уровень жалоб клиентов с 3% до 0,5%.
4. Оптимизация охраны окружающей среды: от очистки отходящих газов до улавливания пыли
При распылении алюминиевого порошка необходимо строго соблюдать экологические стандарты. Ключевые меры включают в себя:
Очистка отходящих газов:
Адсорбция активированным углем + каталитическое сжигание: подходит для низкоконцентрированных отходящих газов, эксплуатационные расходы снижаются на 40% и отсутствует вторичное загрязнение.
Улавливание пыли:
Взрывозащищенное исполнение: в камере напыления порошка используются взрывозащищенные мембраны и взрывозащищенные клапаны, соответствующие «Правилам безопасности при нанесении покрытий методом электростатического напыления порошков» (GB 15607-2008).
Энергосберегающие технологии:
Система рекуперации тепла: отходящее тепло печи отверждения используется для нагрева воды предварительной очистки, что повышает коэффициент использования энергии на 20%.

V. Анализ ситуации: Модернизация линии порошкового напыления на заводе Chongqing Haisu Nanbang Aluminum Industry
Алюминиевая компания достигла двойного повышения производительности и качества продукции благодаря модернизации вертикальной линии напыления:
Оптимизация процесса: предварительная обработка заменена с ручного погружения на автоматическое каскадное напыление, а в камере напыления используются передовые автоматические распылители, а скорость смены порошка сокращена с 30–40 минут до 5–10 минут.
Модернизация оборудования: Внедрение подвесных конвейеров и сверхбольших рулевых устройств увеличило скорость качественного напыления сложных конструкционных деталей до 95%, а эффективность отверждения достигла передового международного уровня.
Интеллектуальное управление: Внедрение датчиков и облачных платформ снизило частоту отказов оборудования на 30%, повысило эффективность производства на 40%, а годовой объём производства увеличился со 160 млн юаней до 350 млн юаней.
VI. Будущие тенденции: интеллект, экологичность и гибкость
Интеллектуальность: Интеграция визуального контроля на основе ИИ и технологии цифровых двойников для цифровизации и визуализации производственного процесса.
Экологичность: Продвижение порошковых покрытий на водной основе и технологий низкотемпературного отверждения для снижения энергопотребления и выбросов.
Гибкость: Модульная конструкция и технология быстрой смены пресс-форм позволяют адаптировать линии к требованиям многономенклатурного и мелкосерийного производства.
Проектирование линий напыления алюминиевого порошка должно обеспечивать баланс между эффективностью, стоимостью и защитой окружающей среды. Благодаря модульному оборудованию, интеллектуальному управлению и замкнутому циклу управления процессами предприятия могут достичь двойной цели: повышения качества покрытия на 30% и снижения энергопотребления на 20%. В будущем, благодаря применению визуального контроля на основе ИИ и технологии цифровых двойников, линии напыления порошка будут двигаться к стандарту «ноль дефектов, ноль отходов» Индустрии 4.0.
