
Комплексная стратегия проектирования линии порошкового напыления для деревообрабатывающей промышленности: эффективные, экологичные и интеллектуальные решения
В деревообрабатывающей промышленности технология порошкового напыления постепенно стала основным выбором для обработки поверхности мебели благодаря своей экологичности, равномерности покрытия и экономической эффективности. В данной статье сочетаются отраслевой опыт и технологические инновации, а также систематически объясняются принципы проектирования линии порошкового напыления для деревообработки с точки зрения четырёх аспектов: технологический процесс, выбор оборудования, оптимизация воздействия на окружающую среду и интеллектуальное управление.
1. Проектирование процесса: замкнутый цикл управления от предварительной обработки до поставки готовой продукции
Основной технологический процесс линии порошкового напыления для деревообработки включает четыре основных этапа: предварительная обработка, напыление порошка, сушка и охлаждение. Процесс необходимо адаптировать к характеристикам древесины (таким как влажность и плотность текстуры):
Предварительная обработка:
Физическая очистка: пескоструйная или дробеструйная обработка для удаления заусенцев и масляных пятен с поверхности древесины для улучшения адгезии покрытия. Например, компания, производящая мебель из массива дерева, снизила скорость осыпания покрытия на 30% благодаря пескоструйной обработке.
Химическое обезжиривание: используйте обезжиривающее средство без фосфора для замачивания или распыления, чтобы удалить разложившуюся смазку из древесины и избежать образования пузырьков после нанесения порошка.
Герметизация: нанесите герметик на пористую древесину (например, сосну), чтобы предотвратить проникновение порошка и неравномерную толщину покрытия.
Ссылка на порошковое напыление:
Технология электростатической адсорбции: краскопульт подключается к отрицательному полюсу, заготовка заземлена, и порошок равномерно адсорбируется на поверхности древесины под действием коронного разряда. Например, компания, изготавливающая мебель на заказ, использует электростатический краскопульт с двойным фильтром, и коэффициент использования порошка достигает 85%, что на 40% выше, чем при традиционном ручном распылении.
Многостанционное взаимодействие: спроектируйте вращающуюся камеру напыления порошка для обеспечения 360-градусного покрытия заготовки без мертвых зон и взаимодействуйте с роботизированным манипулятором для автоматического напыления сложных конструкций (например, резных деталей) с целью сокращения ручного вмешательства.
Отверждение и охлаждение:
Инфракрасное напыление + циркуляция горячего воздуха: инфракрасное излучение обеспечивает быстрый нагрев до 180–200 °C, циркуляция горячего воздуха обеспечивает равномерную температуру, а время отверждения сокращается до 15–20 минут, что на 50% эффективнее традиционных печей.
Участок естественного охлаждения: создайте зону охлаждения шириной 5–10 метров, чтобы предотвратить прямой контакт высокотемпературных заготовок с воздухом и растрескивание покрытия.
2. Выбор оборудования: модульная конструкция адаптируется к различным потребностям.
Линия напыления порошка для деревообработки должна быть универсальной и гибкой. Основные рекомендации по выбору оборудования:
Система транспортировки:
Подвесной цепной конвейер: подходит для тяжёлых панелей (например, дверных панелей), грузоподъёмностью 200 кг/метр и регулируемой скоростью цепи (1–5 м/мин).
Наземный рельсовый конвейер: используется для небольших изделий (например, ножек стульев), занимает мало места и имеет гибкий радиус поворота.
Оборудование для порошкового напыления:
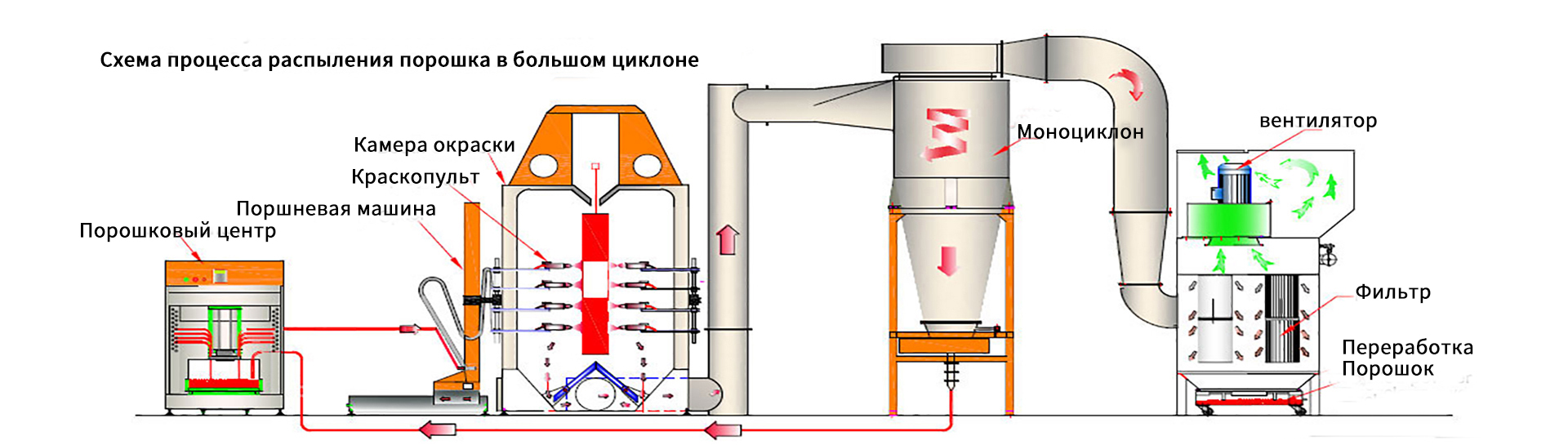
Мощная циклонная система улавливания: степень улавливания порошка превышает 98%. Система оснащена импульсным фильтром для вторичной фильтрации, что снижает затраты на материал.
Интеллектуальный распылительный пистолет: встроенный датчик давления и регулятор расхода, регулировка количества распыляемого порошка в режиме реального времени, обеспечивающая погрешность толщины покрытия ≤10 мкм.
Оборудование для отверждения:
Печь на природном газе с полным мостом: тепловой КПД достигает 85%, что на 30% экономит энергию по сравнению с электрическим нагревом и подходит для крупносерийного непрерывного производства.
Модульная инфракрасная нагревательная плита: неисправные блоки можно быстро заменить, а время обслуживания сокращается до менее чем 30 минут.
III. Оптимизация защиты окружающей среды: от очистки отходящих газов до улавливания пыли
Распыление древесно-стружечных порошков должно строго соответствовать экологическим стандартам, а ключевые меры включают в себя:
Очистка отходящих газов:
Цеолитовое колесо + сжигание RTO: эффективность очистки ЛОС превышает 95%, что соответствует «Комплексным стандартам выбросов загрязняющих веществ в атмосферу» (GB 16297-1996).
Адсорбция активированным углем + каталитическое сжигание: подходит для низкоконцентрированных отходящих газов, эксплуатационные расходы снижаются на 40%.
Улавливание пыли:
Фильтрующий картридж с импульсной обратной продувкой: точность фильтрации достигает 0,1 мкм, а собранный порошок может быть повторно использован для сокращения отходов.
Взрывозащищенная конструкция: в камере порошкового напыления используются взрывозащищенные диски и взрывозащищенные клапаны, которые соответствуют «Правилам безопасности при нанесении покрытий методом электростатического напыления порошков» (GB 15607-2008).

IV. Интеллектуальное управление: оптимизация производства на основе данных
Полный мониторинг процесса с помощью технологий промышленного Интернета вещей:
Сбор данных в режиме реального времени:
Развертывание датчиков температуры, влажности и толщины покрытия, загрузка данных в облачную платформу и формирование производственных отчетов.
Компания проанализировала архивные данные с помощью алгоритмов искусственного интеллекта и снизила частоту отказов оборудования на 25%.
Удалённое управление и обслуживание:
Инженеры могут регулировать параметры распылительного пистолета и контролировать температуру печи через мобильное приложение, обеспечивая «автоматизированную» работу.
Отслеживание качества:
Каждой детали присваивается уникальный QR-код для регистрации времени напыления порошка, оператора и результатов испытаний, что удобно для отслеживания проблем после продажи.
Заключение
Проектирование линий порошкового напыления для деревообработки должно обеспечивать баланс между эффективностью, стоимостью и защитой окружающей среды. Благодаря модульному оборудованию, интеллектуальному управлению и замкнутому циклу управления процессами предприятия могут достичь двойной цели: повышения качества покрытия на 30% и снижения энергопотребления на 20%. В будущем, благодаря применению визуального контроля на базе искусственного интеллекта и технологии цифровых двойников, линии порошкового напыления перейдут на стандарт Индустрии 4.0 «ноль дефектов, ноль отходов».
