
В сфере производства медицинских изделий технология порошкового покрытия стала основным выбором для обработки поверхностей благодаря своей экологичности, однородности покрытия и коррозионной стойкости. В данной статье, объединяющей отраслевой опыт и технологические инновации, систематически рассматриваются вопросы проектирования линии порошкового покрытия для медицинских изделий с точки зрения четырёх аспектов: технологический процесс, выбор оборудования, оптимизация воздействия на окружающую среду и интеллектуальное управление.

1. Проектирование основного технологического процесса: замкнутый цикл управления от предварительной обработки до поставки готового продукта
Медицинские изделия предъявляют чрезвычайно высокие требования к стерильности, биосовместимости и коррозионной стойкости покрытия, поэтому технологический процесс должен строго соответствовать стандартам медицинской отрасли (например, ISO 13485):
Предварительная обработка:
Ультразвуковая очистка: использование многослотовой ультразвуковой установки для последовательного выполнения трёх процессов: обезжиривания (среднетемпературный процесс без использования фосфора), травления (удаления оксидного слоя) и очистки чистой водой, чтобы гарантировать отсутствие на поверхности масла и загрязнений. Например, компания по производству медицинских катетеров улучшила адгезию покрытия на 50% благодаря ультразвуковой очистке, а время прохождения испытания в соляном тумане было увеличено до 2000 часов.
Плазменная обработка: плазменная модификация поверхности медицинских изделий со сложной структурой (например, имплантируемых устройств) для улучшения адсорбции порошка и повышения биосовместимости.
Напыление порошка:
Технология электростатической адсорбции: используется электростатический распылитель с двойным фильтром, напряжение на распылителе регулируется в диапазоне от -80 до -120 кВ, а заряд порошка достигает 40–60 мкКл/г для обеспечения равномерного покрытия поверхности медицинских изделий. Например, после внедрения этой технологии компанией, производящей хирургические инструменты, коэффициент использования порошка увеличился с 70% до 85%, а время распыления одной детали сократилось до 1 минуты.
Многостанционное взаимодействие: проектирование вращающейся камеры для распыления порошка, работающей совместно с роботизированным манипулятором, для достижения распыления на 360° без мертвых углов, что особенно подходит для медицинских изделий специальной формы (например, эндопротезов суставов). Благодаря этой технологии компания повысила процент качества распыления сложных структурных деталей с 80% до 95%.
Отверждение и охлаждение:
Инфракрасное отверждение + циркуляция горячего воздуха: В печи отверждения используется полнопоточный нагрев природным газом, равномерность температуры ±3°C, время отверждения 15–20 минут (180–200°C), что на 50% эффективнее традиционных печей.
Участок асептического охлаждения: 10-метровая зона охлаждения оснащена высокоэффективным фильтрующим и вытяжным устройством, обеспечивающим снижение температуры заготовки ниже 30°C перед выходом из печи, что предотвращает растрескивание покрытия и рост микроорганизмов.
Постобработка:
Контроль качества: Для проведения полной проверки каждой партии продукции используются толщиномер (точность ±1 мкм), тестер адгезии (сетчатый метод) и тест на биосовместимость (тест на цитотоксичность). Компания использует систему визуального контроля на базе искусственного интеллекта для достижения точности распознавания дефектов 99,9% и процента пропусков менее 0,1%.
Асептическая упаковка: После стерилизации сертифицированных изделий методом VHP (испаренной перекисью водорода) они упаковываются в упаковочные материалы медицинского класса для обеспечения стерильности на протяжении всего процесса.
2. Выбор оборудования: сертификация медицинского класса и модульная конструкция
Линия нанесения покрытий на медицинские изделия должна учитывать стерильность, коррозионную стойкость и соответствие требованиям. Основные рекомендации по выбору оборудования следующие:
Система транспортировки:
Подвесной цепной конвейер из нержавеющей стали: подходит для тяжелых медицинских изделий (например, операционных столов), грузоподъемностью 500 кг/м и регулируемой скоростью движения цепи 1–5 м/мин, что соответствует требованиям GMP (Надлежащей производственной практики для фармацевтических препаратов).
Напольный рельсовый конвейер медицинского класса: используется для небольших медицинских изделий (например, шприцев), изготовлен из нержавеющей стали марки 316L, имеет регулируемый радиус поворота и может использоваться в качестве накопителя для хранения заготовок.
Оборудование для распыления порошка:
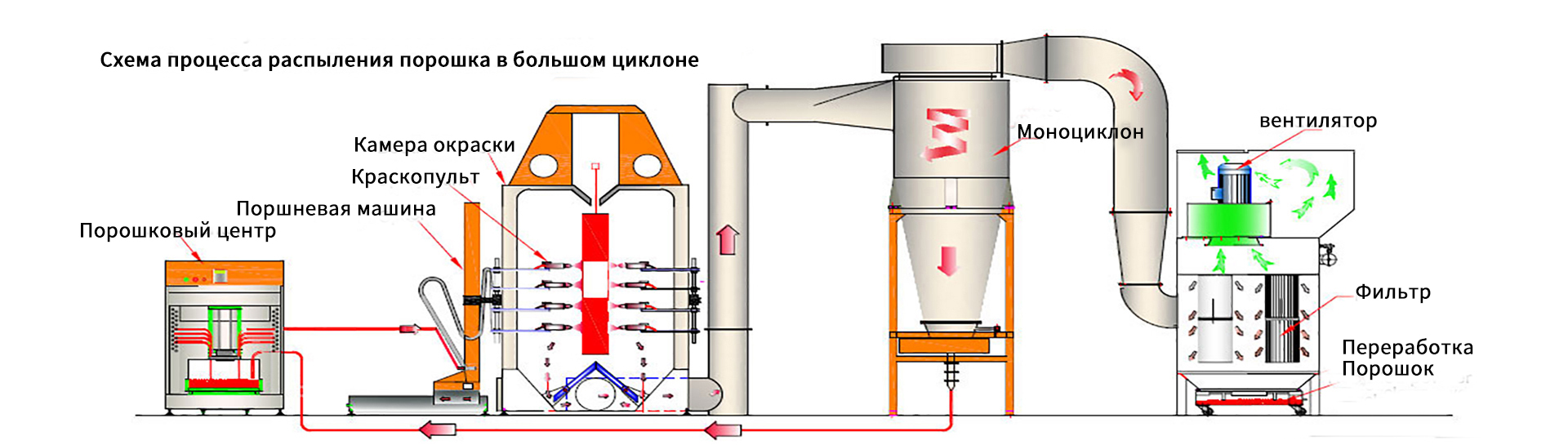
Система сбора пыли медицинского класса с большим циклоном: степень сбора пыли превышает 99%, система оснащена HEPA-фильтром для вторичной фильтрации. Собранный порошок может быть использован повторно, что снижает затраты на материал на 20%.
Интеллектуальный распылитель: встроенный датчик давления и регулятор расхода, регулировка количества распыляемого порошка в режиме реального времени, что обеспечивает погрешность толщины покрытия ≤10 мкм. Благодаря этой технологии одной компании удалось сократить расход порошка на одну деталь с 200 г до 160 г.
Оборудование для полимеризации:
Печь с полным мостом, работающая на природном газе: тепловой КПД достигает 90%, что на 35% экономичнее электрического нагрева. Система оснащена системой контроля температуры в режиме реального времени, данные автоматически загружаются в облачную платформу.
Модульная инфракрасная нагревательная плита: неисправные узлы можно быстро заменить, время обслуживания сокращается до менее чем 20 минут, а потери от простоя снижаются.
Оборудование для защиты окружающей среды:
Цеолитовый ротор + установка сжигания RTO: эффективность очистки ЛОС превышает 98%, что соответствует «Стандарту по выбросам загрязняющих веществ в промышленности медицинских изделий» (GB 21904-2008).
Фильтрующий картридж с импульсной обратной промывкой: точность фильтрации достигает 0,1 мкм, взрывозащищенная конструкция соответствует «Правилам безопасности окрасочных работ и безопасности процесса порошкового электростатического распыления» (GB 15607-2008).
III. Интеллектуальное управление: управление данными и полная прослеживаемость процесса
Полный мониторинг процесса достигается с помощью технологии промышленного Интернета вещей для повышения эффективности производства и стабильности качества:
Сбор данных в режиме реального времени:
Развертывание датчиков температуры, влажности, толщины покрытия и модулей обнаружения микроорганизмов, загрузка данных в облачную платформу медицинского уровня и формирование отчетов о соответствии. Компания снизила частоту отказов оборудования на 30% благодаря анализу исторических данных с помощью алгоритмов искусственного интеллекта.
Дистанционное управление и обслуживание:
Инженеры могут регулировать параметры распылителя и контролировать температуру печи через мобильное приложение, обеспечивая «автоматизированную» работу. Компания сократила время реагирования на обслуживание оборудования с 3 до 1 часа благодаря системе удаленной диагностики.
Отслеживаемость качества:
Каждый медицинский расходный материал привязан к уникальному QR-коду для регистрации времени распыления, оператора, результатов испытаний и партии стерилизации, что удобно для отслеживания проблем после продажи и аудита соответствия. Благодаря этой системе компания снизила уровень жалоб клиентов с 2% до 0,3%.
IV. Оптимизация воздействия на окружающую среду: от очистки отходящих газов до улавливания пыли
Покрытие медицинских расходных материалов должно строго соответствовать стандартам охраны окружающей среды и безопасности. Ключевые меры включают:
Очистка отходящих газов:
Адсорбция активированным углем + каталитическое сжигание: подходит для отходящих газов с низкой концентрацией, эксплуатационные расходы снижаются на 45% и отсутствует вторичное загрязнение, что соответствует «Комплексным стандартам выбросов загрязняющих веществ в атмосферу» (GB 16297-1996).
Улавливание пыли:
Взрывозащищенная конструкция: в камере напыления порошка используются взрывозащищенные мембраны и взрывозащищенные клапаны, а также система контроля концентрации пыли в режиме реального времени для обеспечения безопасной эксплуатации.
Энергосберегающие технологии:
Система рекуперации тепла: использование отходящего тепла печи полимеризации для нагрева воды предварительной очистки, повышение энергоэффективности на 25% и экономия более 500 000 юаней в год.
V. Анализ кейса: Опыт модернизации линии нанесения покрытий на предприятии по производству медицинских катетеров
Предприятие по производству медицинских катетеров достигло двойного прорыва в плане производственных мощностей и качества благодаря модернизации полностью автоматизированной линии порошковой окраски:
Оптимизация процесса: предварительная обработка заменена с ручной протирки на ультразвуковую очистку + плазменную обработку, а в помещении для нанесения порошка используются интеллектуальные пистолеты-распылители международного уровня, что позволило сократить время смены порошка с 40 до 8 минут.
Модернизация оборудования: Внедрение подвесного цепного конвейера из нержавеющей стали и сверхбольшого рулевого устройства позволило увеличить скорость нанесения покрытия на сложные конструктивные детали до 98%, а эффективность отверждения достигла передового международного уровня.
Интеллектуальное управление: Внедрение датчиков и облачных платформ медицинского класса позволило снизить частоту отказов оборудования на 40%, повысить эффективность производства на 50% и увеличить годовой объём производства с 80 до 200 миллионов юаней.
VI. Будущие тенденции: интеллектуальные, экологичные и персонализированные
Интеллектуальные: Интеграция визуального контроля на основе ИИ и технологии цифровых двойников для цифровизации и визуализации производственного процесса и соблюдения строгих требований медицинской сертификации к прослеживаемости.
Экологичность: Продвижение порошковых покрытий на водной основе и технологий низкотемпературного отверждения для снижения энергопотребления и выбросов в соответствии с глобальной тенденцией в области охраны окружающей среды в сфере медицины.
Персонализация: Благодаря модульной конструкции и технологии быстрой смены пресс-форм система адаптируется к потребностям многономенклатурного и мелкосерийного производства, а также способствует производству прецизионной медицины и персонализированного оборудования.
Проектирование линий порошковой окраски медицинских изделий должно обеспечивать баланс стерильности, эффективности и охраны окружающей среды. Благодаря оборудованию медицинского класса, интеллектуальному управлению и управлению процессами с обратной связью компании могут достичь двойной цели: повышения качества покрытия на 40% и снижения энергопотребления на 25%. В будущем, благодаря прорыву в области визуального контроля на основе ИИ и биосовместимых материалов, линии нанесения покрытий будут двигаться к стандарту «Медицина 4.0» «ноль дефектов, ноль загрязнений».
