
1. Отраслевой опыт и особые потребности
Противопожарное оборудование (например, резервуары для огнетушителей, пожарные гидранты и соединения для шлангов) должно длительное время подвергаться воздействию высоких температур, влажности и коррозионных сред, и характеристики покрытия напрямую влияют на срок службы и безопасность оборудования. В 2025 году вступят в силу «Регламент ЕС о долговечности противопожарного оборудования» (CPR) и стандарты ISO 12944-2025, которые предъявят более высокие требования к атмосферостойкости, адгезии и огнестойкости покрытий. Данные показывают, что коррозионная стойкость противопожарного оборудования с порошковым покрытием повышается в 3 раза, а срок службы увеличивается более чем до 15 лет.

2. Принципы проектирования и основные цели
Атмосферостойкость и безопасность
Выбрано эпоксидно-полиэфирное порошковое покрытие, прошедшее испытание на стойкость к соляному туману ≥1000 часов (в соответствии со стандартом ISO 9227).
Толщина покрытия контролируется в диапазоне 80–120 мкм, а адгезия достигает нулевого уровня (метод решётчатого надреза ASTM D3359).
Соответствие экологическим нормам
Коэффициент улавливания порошка ≥98%, выбросы ЛОС <10 мг/м³ (в соответствии с требованиями EU PPWR).
Энергопотребление при отверждении снижено на 25%, используется технология инфракрасного нагрева.
Эффективность производства
Модульная конструкция обеспечивает быструю смену оборудования разных спецификаций (время переналадки <15 минут).
Автоматизированная оптимизация работы конвейерной линии, производительность одной линии достигает 1200 изделий/час.
III. Подробное описание технологического процесса
1. Предварительная обработка
Обработка металлической поверхности:
Пескоструйная обработка (степень очистки Sa2.5, в соответствии со стандартом ISO 8501-1) для удаления ржавчины.
Фосфатирование (цинкфосфатирующая жидкость) для улучшения адгезии покрытия, плотность пленки 5-8 г/м².
Обработка пластиковых поверхностей (например, рукоятки огнетушителя):
Плазменная обработка (мощность 200 Вт, время 5 секунд) для активации поверхностной активности.
2. Напыление и отверждение порошка
Выбор электростатического краскораспылителя:
Ручной краскораспылитель: подходит для деталей специальной формы (например, корпуса клапанов пожарных гидрантов), регулируемое напряжение 60-100 кВ.
Автоматический краскораспылитель: многокоординатное возвратно-поступательное распыление, точность подачи порошка ±3%, подходит для крупносерийного производства резервуаров.
Конструкция печи отверждения:
Инфракрасный нагрев (длина волны 2–10 мкм): быстрый нагрев до 180 °C, поддержание температуры в течение 20 минут для обеспечения полной сшивки покрытия.
Равномерность температуры ±3 °C, система циркуляции воздуха использует частотный преобразователь, отклонение равномерности <8%.
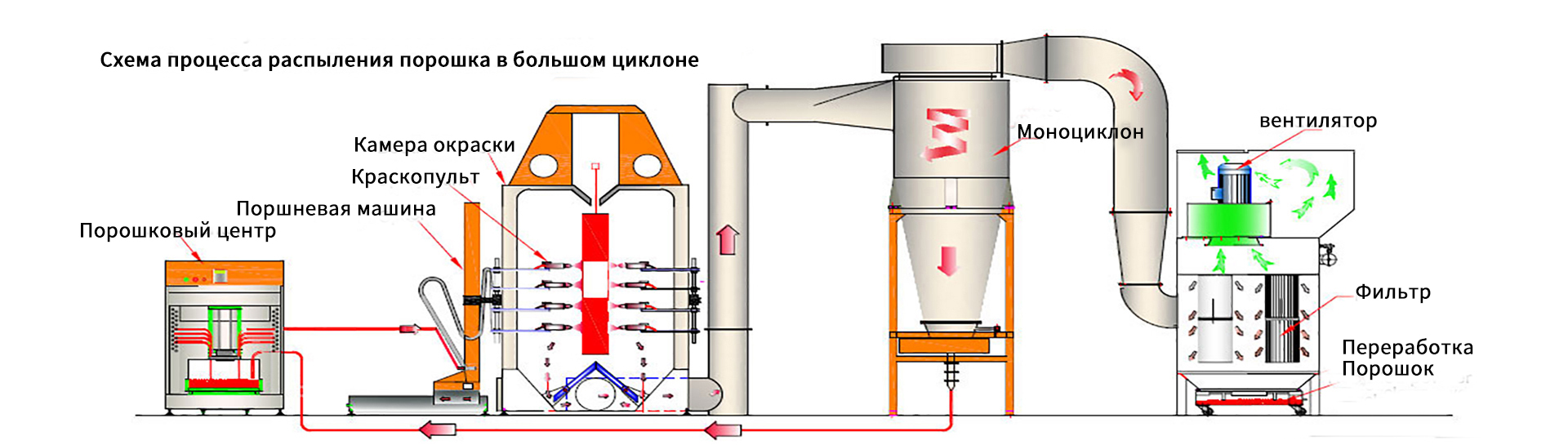
3. Восстановление и последующая обработка
Многоступенчатая система восстановления:
Циклонный сепаратор первой ступени (эффективность 85%) + фильтрующий элемент из ПТФЭ второй ступени (эффективность 15%), общая степень восстановления >98%.
Извлеченный порошок перерабатывается после фильтрации через вибросито (200 меш), что позволяет сэкономить около 150 000 юаней в год.
Система охлаждения:
Водяной охладитель (расход 10 м³/ч) снижает температуру отвержденного оборудования до уровня ниже 40 °C для предотвращения деформации.
IV. Меры по охране окружающей среды и безопасности
Очистка отходящих газов:
Устройство каталитического сжигания (степень удаления ЛОС 95%) обеспечивает соответствие выбросов стандарту (в соответствии со стандартом EU EN 14175).
Предотвращение пожаров и взрывов:
В камере напыления порошка используется взрывозащищенный двигатель (Ex dⅡC T6), устройство снятия статического электричества и конструкция с микроразрежением (-15 ~ -25 Па).
Безопасность эксплуатации:
Регулярное техническое обслуживание оборудования, обучение операторов навыкам взрывобезопасности и оказания первой помощи, а также наличие дефибриллятора AED.
V. Контроль качества и сертификация
Стандарты испытаний:
Толщина покрытия (ISO 2808), адгезия (ASTM D3359), стойкость к соляному туману (ISO 9227), высокая термостойкость (250 °C/2 часа без образования пузырей).
Поддержка сертификации:
Предоставьте отчеты об испытаниях по стандартам UL 795 (сертификация огнетушителей) и CE-EN 671 (сертификация пожарных гидрантов) для поддержки экспорта продукции.
VI. Поддержка кейса и данных
Кейс: После модернизации модульной линии порошковой окраски компанией, производящей противопожарное оборудование, время переналадки сократилось на 70%, производительность одной линии увеличилась на 40%, а годовой выброс ЛОС сократился на 8 тонн.
Данные: Эффективная система переработки позволяет сэкономить 150 000 юаней на расходах на порошок в год; интеллектуальная система планирования сокращает время простоя на 20%, экономя 45 000 кВт·ч электроэнергии в год.
Заключение
Благодаря разработке технологического процесса по международным стандартам, оптимизации стойкости к атмосферным воздействиям и интеллектуальным производственным процессам линия порошковой окраски для противопожарного оборудования может достичь двойной цели: эффективного производства и соответствия требованиям сертификации. В 2025 году, в условиях ужесточения глобального регулирования и технологических инноваций, модуляризация и цифровизация станут основными направлениями модернизации линий нанесения покрытий. Предприятиям необходимо идти в ногу со временем и планировать заранее, чтобы получить конкурентное преимущество.
