
Требования к электронному оборудованию 3C к процессу нанесения покрытия постоянно растут: оно должно соответствовать визуальным требованиям к точности внешнего вида, а также справляться с такими проблемами, как высокочастотное изменение цвета и соблюдение экологических норм. В данной статье рассматриваются основные проблемы отрасли и предлагается проектное решение для линии порошковой окраски, учитывающее эффективность и экологичность.

1. Технологический маршрут: в основе лежит принцип «точность + защита окружающей среды».
Инновации в предварительной обработке.
Безфосфорное обезжиривание + силанизация: обезжиривающий агент без фосфора и азота в сочетании с технологией обработки наносиланом заменяет традиционный процесс фосфатирования, снижает загрязнение тяжелыми металлами и улучшает адгезию покрытия (испытание в нейтральном солевом тумане ≥ 720 часов).
Система с замкнутым циклом подачи чистой воды: двухступенчатая противоточная система промывки чистой водой обеспечивает поверхностную проводимость детали менее 50 мкСм/см, предотвращая образование загрязнений и дефектов покрытия, вызванных остаточными примесями.
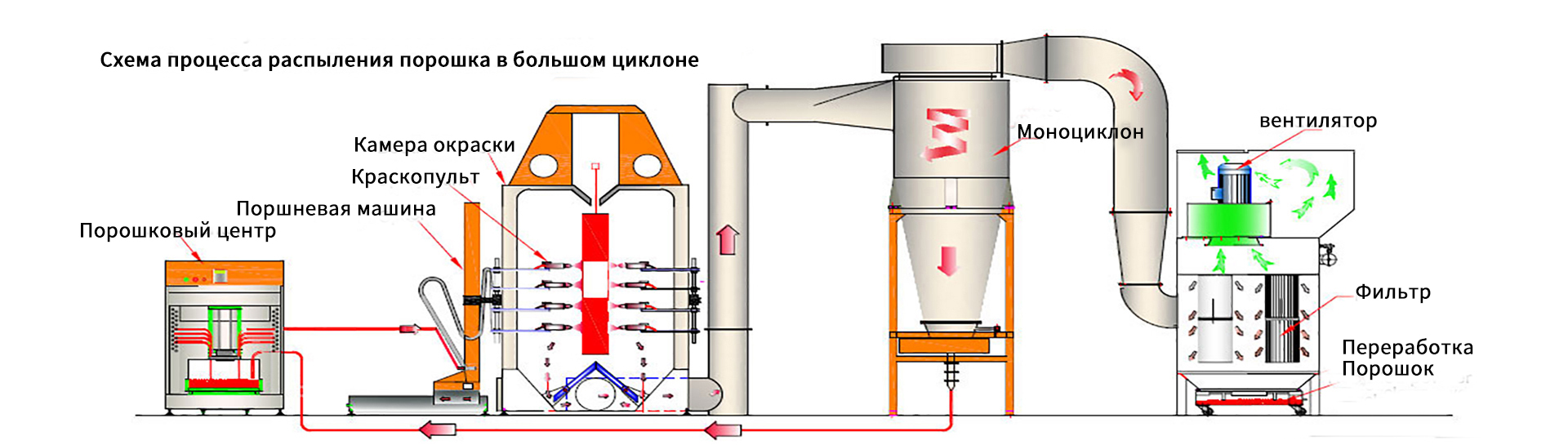
Оптимизация распыления порошка.
Система быстрой смены цвета: для многоцветного производства и мелкосерийного производства продукции 3C система оснащена полностью автоматическим устройством смены цвета (время смены цвета <15 секунд), поддерживающим порошки со специальными эффектами, такие как RGB- и металлизированные порошки.
Технология электростатического вращающегося чаша: используется высокоскоростной электростатический вращающийся чаша, коэффициент использования порошка достигает более 95%, а однородность толщины пленки составляет ±3 мкм, что соответствует строгим требованиям к прецизионным деталям, таким как средние рамки мобильных телефонов.
2. Выбор оборудования: автоматизация и интеллектуальное управление
Интеллектуальная система транспортировки
Гибкая цепная конвейерная линия поддерживает многовариантное смешанное производство, а благодаря технологии распознавания заготовок она может осуществлять автоматический вызов параметров процесса.
Модуль очистки отходящих газов
Комбинация цеолитового ротора и регенеративного термического сжигания (RTO), эффективность очистки ЛОС ≥ 99%, что соответствует стандартам выбросов.
Система рекуперации энергии
Система рекуперации отходящего тепла печи отверждения снижает температуру отходящих газов с 200°C до 80°C, экономя около 300 000 кВт·ч электроэнергии в год.
3. Управление данными: управление полным циклом от проектирования до эксплуатации и обслуживания
Технология цифровых двойников: моделирование работы линии нанесения покрытий через промышленную интернет-платформу, оптимизация компоновки оборудования и согласование производственных мощностей.
Система удаленного управления и обслуживания: мониторинг ключевых параметров в режиме реального времени, таких как состояние распылительного пистолета и расход порошка, а также время реагирования на предупреждения о неисправностях менее 5 минут.
IV. Примеры применения в отрасли
После внедрения данного решения всемирно известный производитель мобильных телефонов добился следующих результатов:
Увеличение суточной производительности одной линии с 12 000 до 20 000 единиц;
Снижение удельного расхода порошка на 18%;
Соблюдение нормативов по выбросам отработавших газов достигло 100%.
Заключение
Проектирование линии порошкового покрытия электронного оборудования 3C должно обеспечить баланс между точностью производства, соблюдением экологических норм и контролем затрат. Благодаря инновационным процессам, интеллектуальному оборудованию и управлению на основе данных, предприятия могут создать эффективную, экологичную и гибкую систему нанесения покрытий, чтобы получить преимущество в жесткой конкуренции.
