
Строительная техника (например, экскаваторы, погрузчики, гусеничные шасси) предъявляет чрезвычайно строгие требования к процессу нанесения покрытия: покрытие должно обладать высокой коррозионной стойкостью, износостойкостью и ударопрочностью, чтобы быть пригодным для экстремальных условий эксплуатации, таких как шахты и болота, и в то же время отвечать требованиям эффективности крупномасштабного производства и соблюдения экологических норм. В данной статье рассматриваются основные проблемы отрасли и предлагается ряд схем проектирования линий порошковой окраски, учитывающих долговечность, эффективность и экологичность.

1. Технологический маршрут: в основе лежит принцип «коррозионная стойкость + защита окружающей среды».
Инновации в предварительной обработке.
Пескоструйное удаление ржавчины + бесфосфорная конверсия: обезжиривающее средство без фосфора в сочетании с технологией обработки наносиланом используется для замены традиционного процесса фосфатирования, снижения загрязнения тяжелыми металлами и улучшения адгезии покрытия (испытание в нейтральном солевом тумане ≥ 1000 часов).
Система с замкнутым циклом очистки чистой водой: трехступенчатая противоточная система промывки чистой водой обеспечивает поверхностную проводимость детали менее 20 мкСм/см, предотвращая образование загрязнений и дефектов покрытия.
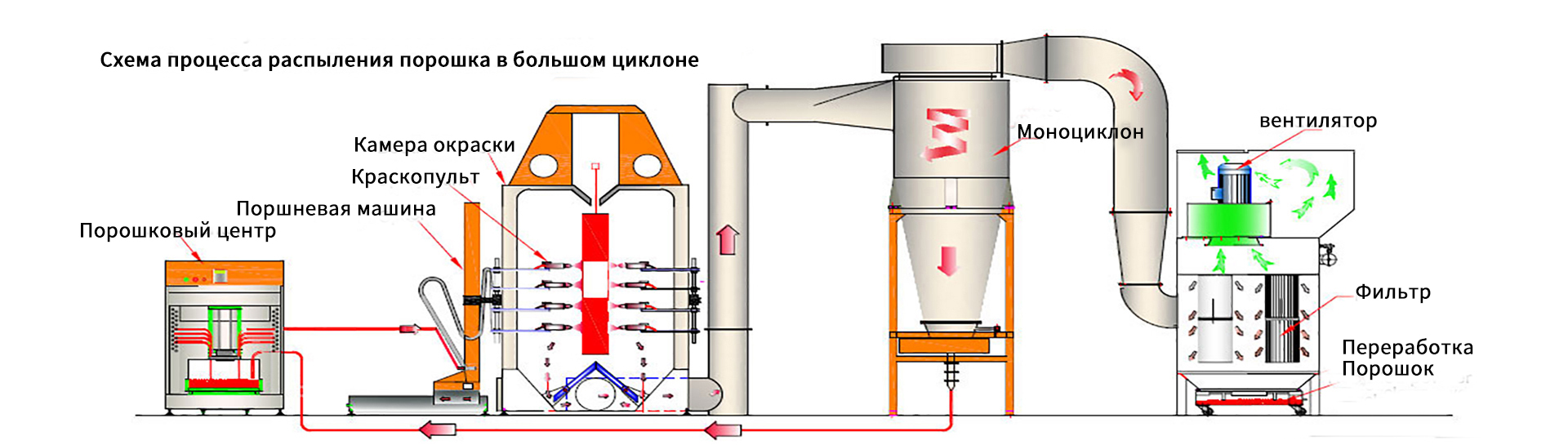
Оптимизация напыления порошка.
Высокоизносостойкий эпоксидный порошок: выбрана система на основе модифицированной фенольной эпоксидной смолы, а плотность сшивки покрытия улучшена за счет высокофункциональной смолы для формирования плотного защитного слоя с превосходной устойчивостью к сколам.
Процесс нанесения сверхтолстого покрытия: благодаря технологии электростатического вращающегося чашечного распылителя коэффициент использования порошка составляет более 95%, равномерность толщины пленки составляет ±5 мкм, а за одно напыление можно получить сверхтолстое покрытие толщиной ≥150 мкм, а срок службы увеличивается на 40%.
2. Выбор оборудования: автоматизация и интеллектуальное управление
Интеллектуальная система транспортировки
Мощная цепная конвейерная линия позволяет транспортировать крупногабаритные изделия (например, гусеничные шасси длиной более 6 м) и оснащена технологией распознавания деталей для автоматического запроса параметров процесса. Время смены оборудования сокращается до менее чем 15 минут.
Модуль очистки отработавших газов
Комбинация цеолитового ротора и РТО: После концентрирования большого объема воздуха и низкой концентрации отработавших газов цеолитовым ротором они подаются в систему регенеративного термического сжигания (РТО) для очистки. Эффективность удаления ЛОС составляет ≥99%, что соответствует стандарту выбросов GB 16297-1996.
Конструкция по рекуперации тепла: отходящее тепло РТО повторно используется в процессе сушки, что позволяет экономить около 800 000 кВт·ч электроэнергии в год и снизить общее энергопотребление более чем на 30%.
Система быстрой смены цвета
Для многоцветных задач (например, для индивидуальной покраски инженерной техники) полностью автоматическое устройство смены цвета (время смены цвета <25 секунд) настроено на поддержку нанесения металлического порошка и порошка со специальными эффектами для снижения потерь от простоев.
3. Управление данными: управление полным циклом от проектирования до эксплуатации и технического обслуживания
Технология цифровых двойников: моделирование работы линии нанесения покрытия через промышленную интернет-платформу, оптимизация компоновки оборудования и согласования производственных мощностей, а также сокращение цикла проверки проекта на 50%.
Система дистанционного управления и обслуживания: мониторинг ключевых параметров, таких как состояние краскопульта и расход порошка, в режиме реального времени, время реагирования на предупреждения о неисправностях <5 минут и сокращение простоев оборудования на 70%.
IV. Примеры применения в отрасли
Проект технической трансформации крупного производителя строительной техники: после внедрения процесса электростатического напыления порошка стойкость покрытия к солевому туману соответствует стандарту, расходы на техническое обслуживание снижены на 35%, а годовая производственная мощность одной линии увеличена до 8000 единиц.
Нанесение сверхтолстого покрытия на гусеничные шасси: за один проход достигается толщина пленки ≥150 мкм, степень соответствия требованиям увеличивается с 65% до 98%, а эффективность производства увеличивается на 50%.
Заключение
Конструкция линии порошковой окраски для строительной техники должна обеспечивать баланс между коррозионной стойкостью, эффективностью производства и соблюдением экологических норм. Благодаря инновационным процессам, интеллектуальному оборудованию и управлению на основе данных предприятия могут создать эффективную, экологичную и гибкую систему нанесения покрытий, чтобы получить преимущество в условиях жесткой конкуренции.
