
1. История и тенденции отрасли
С ужесточением глобальных экологических норм и внедрением международных стандартов «Промышленные покрытия» в 2025 году (таких как ISO 8130-6:2021, ASTM D3451) порошковые покрытия с низким уровнем выбросов ЛОС стали основным выбором для обработки поверхностей в пластмассовой промышленности. Данные показывают, что ежегодный рост рынка порошковых покрытий в автомобильной промышленности составляет 12%. Отсутствие растворителей и высокая степень использования (более 95%) делают их идеальным решением для экологически безопасных покрытий.

2. Принципы проектирования и основные цели
Защита окружающей среды прежде всего
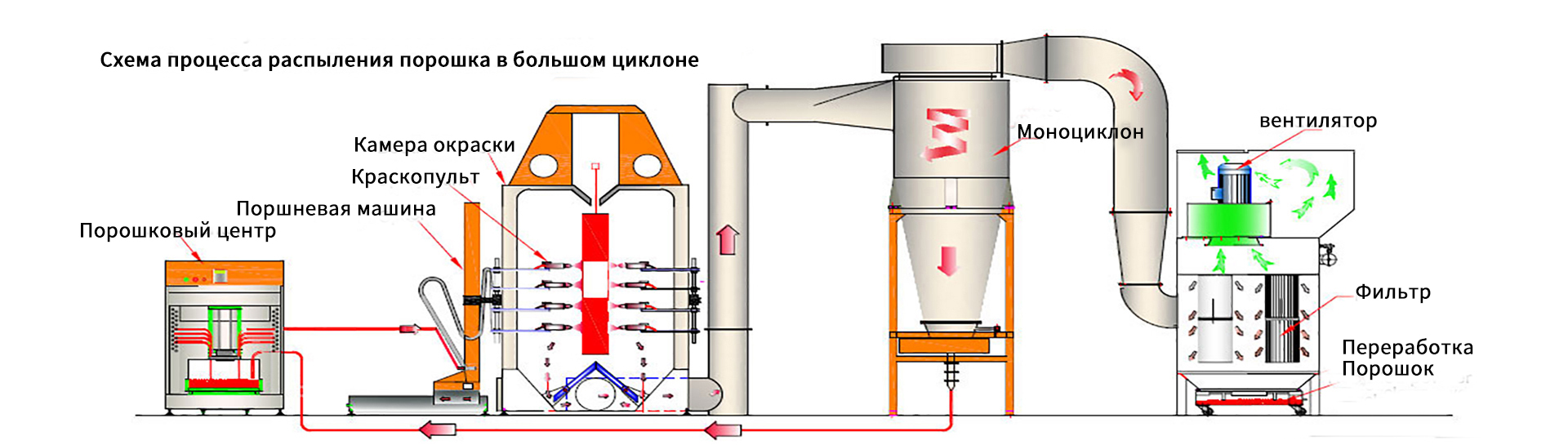
Используется многоступенчатая система улавливания порошка (циклон + фильтрующий элемент) со степенью улавливания 98% для снижения выбросов пыли.
Использование низкотемпературного отверждения порошка (ниже 120 °C) снижает энергопотребление на 30% в соответствии с требованиями системы экологического менеджмента ISO 14001.
Энергосбережение и эффективность
Благодаря автоматизированной системе управления PLC+HMI параметры распыления порошка (напряжение, выход порошка) могут быть точно отрегулированы для снижения влияния человеческого фактора.
Интеллектуальная система планирования оптимизирует производственный ритм, повышает загрузку оборудования на 30% и сокращает время простоя на 15%.
Гибкая адаптация
Модульная конструкция обеспечивает быструю смену цвета (за 5 минут) и подходит для небольших партий и многономенклатурных заказов.
Накопительно-выпускная конвейерная линия позволяет останавливать заготовку, избегая колебаний температуры в печи отверждения и обеспечивая качество продукции.
III. Подробное описание технологического процесса
1. Предварительная обработка
Химическое обезжиривание + ультразвуковая очистка: тщательное удаление масла и разделительных смазок с поверхности пластика для обеспечения адгезии покрытия.
Снятие статического электричества и удаление пыли: использование высоковольтного ионизированного воздуха для решения проблемы электростатической адсорбции пыли на пластике и повышения равномерности покрытия.
2. Напыление и отверждение порошка
Выбор электростатического распылителя:
Ручной распылитель (Gema/Wagner): подходит для сложных деталей (например, деталей специальной формы), регулируемое напряжение 60–100 кВ.
Автоматический распылитель (робот ABB/Fanuc): многокоординатное возвратно-поступательное распыление, точность подачи порошка ±5%, подходит для массового производства.
Конструкция печи отверждения:
Инфракрасный нагрев: быстрый нагрев (5–10 минут), подходит для термочувствительных пластиков.
Равномерность температуры ±5°C, толщина изоляционного материала ≥150 мм, отклонение равномерности циркуляции воздуха <10%.
3. Переработка и последующая обработка
Многоступенчатая система переработки: циклонный сепаратор + фильтрующий элемент с покрытием из ПТФЭ, эффективность переработки >95%, годовая экономия затрат на порошок около 200 000 юаней.
Охлаждающее устройство: блок с водяным/воздушным охлаждением снижает температуру переработанного порошка до 25–30°C, предотвращая агломерацию и засорение распылительного пистолета.
IV. Меры по охране окружающей среды и безопасности
Очистка отходящих газов: устройство очистки отходящих газов от летучих органических соединений (ЛОС) обеспечивает соответствие выбросов стандартам (в соответствии с ISO 14001 и регламентом ЕС PPWR).
Пожаро- и взрывобезопасность: в камере напыления порошка используются взрывозащищенные двигатели, устройства снятия статического электричества и конструкция с микроотрицательным давлением (-10 ~ -30 Па) для предотвращения взрыва пыли.
Безопасность эксплуатации: Регулярно проводить техническое обслуживание оборудования и обучать операторов навыкам взрывобезопасности и оказания первой помощи.
V. Кейс и поддержка данных
Кейс: После внедрения модульной линии порошкового напыления время смены цвета сократилось на 50%, коэффициент использования оборудования увеличился на 30%, а годовой выброс ЛОС сократился на 12 тонн.
Данные: Эффективная система переработки позволяет сэкономить 200 000 юаней на стоимости порошка в год; интеллектуальная система планирования сокращает время простоя на 15% и экономит 36 000 кВт·ч электроэнергии в год.
VI. Тенденции развития
Интеллектуальные технологии: Интеграция датчиков толщины на основе ИИ и систем планирования AGV для обеспечения беспилотного режима работы и мониторинга качества в режиме реального времени.
Инновационные материалы: Низкотемпературный отверждающийся порошок (ниже 120 °C) подходит для термочувствительных пластиковых материалов, расширяя область применения.
Цифровизация: Технология Интернета вещей обеспечивает удаленный мониторинг и предиктивное обслуживание оборудования, сокращая время простоя.
Заключение
Благодаря разработке технологических процессов по международным стандартам, интеллектуальному выбору оборудования и оптимизации процесса, линии порошкового напыления в пластиковой промышленности могут достичь двойной цели: эффективного производства и низкого уровня выбросов. В 2025 году, в условиях более строгой политики и технологических инноваций, модульность и интеллектуальные технологии станут основными направлениями модернизации линий нанесения покрытий. Предприятиям необходимо идти в ногу со временем и планировать заранее, чтобы получить конкурентное преимущество.
