
1. Отраслевые характеристики и проблемы проектирования
Требования к линиям распыления при производстве посуды имеют существенные отраслевые особенности: пищевые покрытия должны соответствовать стандарту GB 4806.9, высокотемпературные процессы отверждения (180–220 °C) приводят к энергопотреблению, составляющему более 65%, а для сложных конструкций деталей (например, кастрюль с глубокими полостями) необходимо решать проблемы покрытия кромок. Пример компании, производящей бытовую технику, показывает, что проходимость традиционных линий распыления составляет всего 82%, а основными проблемами являются неравномерная толщина покрытия (отклонение ±8 мкм) и разница в цвете (ΔE≥2).

2. Основные моменты проектирования
①. Выбор оборудования и оптимизация компоновки
Система распыления: Использование вращающегося распыляющего дискового распылителя (скорость 8000–12000 об/мин) в сочетании с технологией улучшения кромок увеличивает степень покрытия деталей с глубокими полостями до 95%. Практика компании, производящей метизы, показывает, что такое решение снижает стандартное отклонение толщины покрытия на внутренней поверхности ванны с 4,2 мкм до 1,8 мкм.
Система транспортировки: Цепь с накопительно-отводящей подвеской (шаг 150 мм) с механизмом самовращения заготовки (3–6 об/мин) для обеспечения равномерности многогранного распыления. После внедрения данной конструкции производственный цикл проекта Guangdong Chuangzhi увеличился до 2,5 изделий в минуту.
②. Интеграция энергосберегающего процесса
Система рекуперации отходящего тепла: Отходящие газы печи полимеризации предварительно нагреваются свежим воздухом через пластинчатый теплообменник. В одном случае расход природного газа был снижен на 23%.
Стратегия управления с помощью преобразователя частоты: мощность вентилятора регулируется в соответствии с нагрузкой в режиме реального времени, а колебания скорости ветра в окрасочно-сушильной камере контролируются в пределах ±0,1 м/с, что позволяет экономить 186 000 кВт·ч электроэнергии в год.
3. План интеллектуальной трансформации
Визуальный контроль с использованием ИИ: использование 3D-линейных лазерных датчиков для контроля толщины покрытия в режиме реального времени (точность ±1 мкм) позволило увеличить процент обнаружения дефектов с 78% по сравнению с ручным контролем до 99,3%.
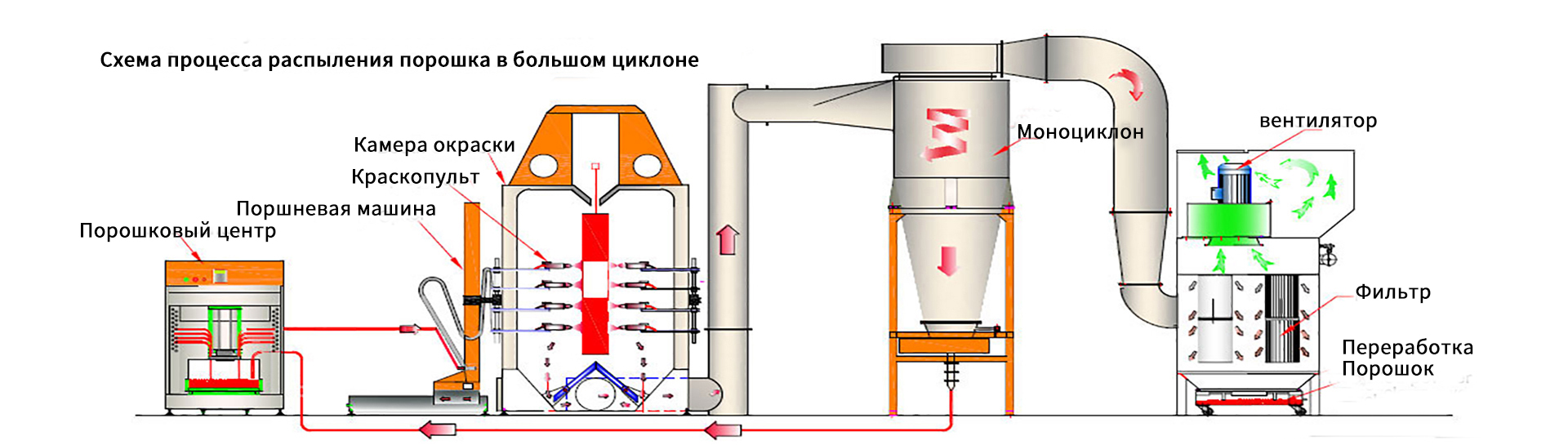
Автоматическая система смены цвета: использование центрального центра подачи порошка (6 независимых трубопроводов для подачи порошка) сокращает время смены цвета до 45 секунд, а процент отходов порошка составляет менее 0,5%.
3. Анализ типичного случая
Проект реконструкции предприятия по производству посуды в Китае:
Оптимизация предварительной обработки: внедрен процесс ультразвукового обезжиривания и фосфатирования, чистота поверхности изделия достигает уровня ISO 4.
Модернизация печи отверждения: трёхступенчатое регулирование температуры (зона предварительного нагрева 150°C / основная зона отверждения 200°C / зона охлаждения 80°C), тепловой КПД увеличен до 92%.
Результаты: энергопотребление агрегата снижено с 0,35 кг у.е./м² до 0,22 кг у.е./м², а концентрация выбросов ЛОС составляет <30 мг/м³.
4. Перспективы развития технологий
Технология низкотемпературного отверждения: УФ-светодиодное отверждающее оборудование (длина волны 365 нм) сокращает время отверждения до 5 секунд и снижает энергопотребление на 40%.
Применение цифрового двойника: виртуальная пусконаладка используется для снижения затрат на переоборудование на месте, а пилотный проект сократил цикл пусконаладочных работ на 50%.
Система циркуляции порошка: технология восстановления наноплёнки обеспечивает 99,2%-ный уровень использования порошка, а чистота отходов порошка соответствует стандартам пищевой промышленности.
