
I. Характеристики отрасли и задачи проектирования
Требования к линиям порошковой окраски в автомобильной промышленности, работающей с листовым металлом, носят как функциональный, так и экологически безопасный характер: покрытие должно соответствовать стандарту адгезии ISO 2409:2020 (испытание на адгезию методом решетчатого надреза) и адаптироваться к характеристикам различных видов изделий и заказов на небольшие партии. Процент прохождения испытаний на традиционных линиях распыления составляет всего 85%, а основными проблемами являются неравномерная толщина покрытия (отклонение ±10 мкм) и разница в цвете (ΔE≥1,5). Кроме того, давление на окружающую среду становится все более жестким, и необходимо соблюдать директивы ЕС REACH, ATEX и китайский стандарт GB 30981.2-2025 для контроля выбросов ЛОС (например, компания сокращает выбросы ЛОС на 490 тонн/год за счет технологии «масло-порошок»).

II. Основные моменты проектирования
1. Выбор оборудования и оптимизация компоновки
Система распыления: Использование вращающегося распылительного дискового распылителя (скорость 10 000 об/мин) в сочетании с технологией улучшения кромок увеличивает скорость покрытия деталей с глубокими полостями до 98%. Практика одного из предприятий показывает, что такое решение снижает стандартное отклонение толщины покрытия на внутренней стороне инструмента с 4,5 мкм до 2,0 мкм (в соответствии со стандартом времени гелеобразования ISO 8130-6).
Система транспортировки: Цепь накопительно-спусковой подвески (шаг 120 мм) согласована с механизмом вращения заготовки (5 об/мин) для обеспечения равномерности многогранного распыления. После внедрения данной конструкции в проекте в провинции Гуандун производственный цикл был увеличен до 3 изделий в минуту (что соответствует требованиям взрывозащиты ISO 50058).
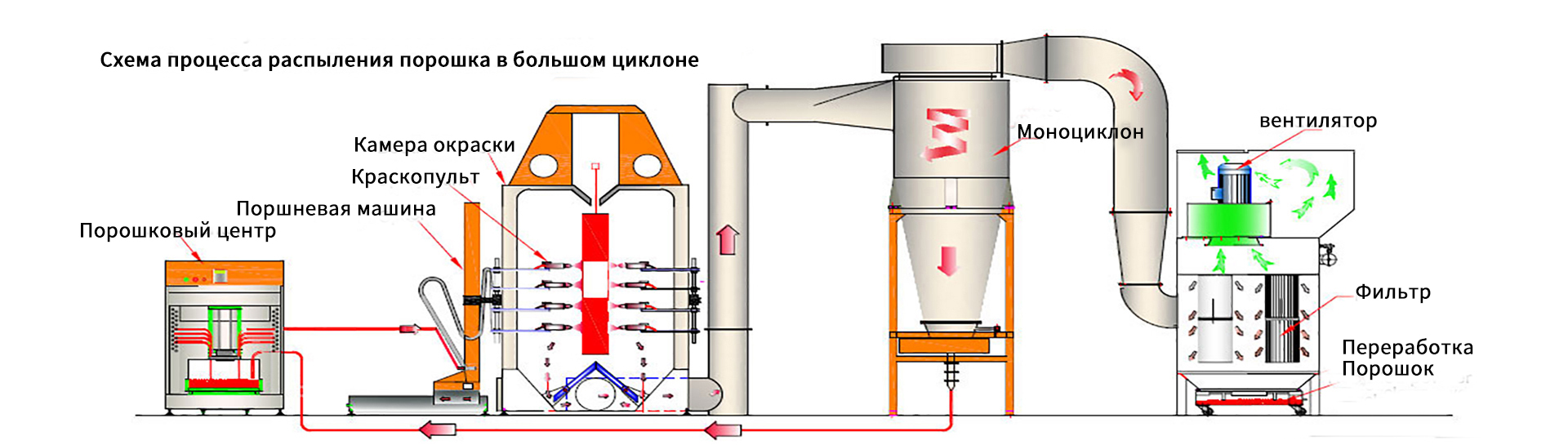
Система рекуперации: циклонная сепарация + комбинированная система импульсного фильтра, концентрация пыли поддерживается на уровне ниже 1 мг/м³ (в соответствии с директивой ЕС ATEX).
2. Интеграция энергосберегающего процесса
Система рекуперации отходящего тепла: отходящие газы печи полимеризации предварительно нагреваются свежим воздухом через пластинчатый теплообменник. Пример показывает, что расход природного газа снижается на 25% (пример Zhejiang Jingxing).
Стратегия управления с помощью преобразователя частоты: мощность вентилятора регулируется в соответствии с текущей нагрузкой, а колебания скорости ветра в окрасочной камере контролируются в пределах ±0,15 м/с, что позволяет экономить 200 000 кВт·ч электроэнергии в год (конструкция соответствует директиве ЕС ATEX).
3. Интеллектуальный план трансформации
Автоматическая система смены цвета: использует центральный центр подачи порошка (8 независимых трубопроводов для цветов), время смены цвета сокращается до 40 секунд, а уровень отходов порошка составляет менее 0,3% (контроль содержания летучих органических соединений в соответствии с регламентом REACH).
Визуальный контроль с использованием искусственного интеллекта: использует 3D-линейные лазерные датчики для контроля толщины покрытия в режиме реального времени (точность ±1,5 мкм), что увеличивает процент обнаружения дефектов с 80% по сравнению с ручным контролем до 99,5% (в соответствии со стандартами контроля скорости ветра ISO 15607).
III. Основные этапы установки и ввода в эксплуатацию
1. Установка процесса предварительной обработки
Используйте метод распыления, настройте обезжиривание, фосфатирование и другие процессы, чтобы обеспечить чистоту поверхности детали до уровня ISO 4 (стандарты серии BS 3900).
Распыляемая жидкость распыляется через спиральный корпус сопла, образуя туман. Давление распыления необходимо точно рассчитать, чтобы избежать смешивания.
2. Меры безопасности и охраны окружающей среды
Меры безопасности: Камера напыления порошка оборудована инфракрасной решеткой и замком безопасности для аварийной остановки за 0,3 секунды (стандарт безопасности GB 15607-1995).
Пылеподавление: Система подачи ламинарного воздуха поддерживает вертикальный поток воздуха в камере напыления со скоростью 0,3 м/с и оснащена автоматическим устройством вытяжки и подачи свежего воздуха (контроль выбросов ЛОС в соответствии с регламентом REACH).
Очистка отходящих газов: Установка инсинератора RTO, концентрация ЛОС в выбросах <25 мг/м3 (пример Zhejiang Shicang).
3. Интеграция интеллектуальной системы
Технология цифровых двойников: Благодаря виртуальной отладке для моделирования влияния изменений стандартов, можно заранее скорректировать траекторию распыления и кривую отверждения, а также сократить цикл сертификации на 50% (проверка ключевых характеристик ISO 22400).
Платформа Интернета вещей: Мониторинг данных каждого узла в режиме реального времени, скорость реагирования на аномальное энергопотребление увеличена на 70% (на примере компании, производящей бытовую технику).
IV. Типичные примеры и результаты анализа данных
Компания, занимающаяся интеллектуальным складированием: Благодаря процессу «масло в порошок» выбросы ЛОС сократились на 490 тонн в год, коэффициент использования краски превысил 95%, а количество опасных отходов значительно сократилось.
Компания по производству автозапчастей: После интеллектуальной трансформации цех покраски превратился в «тёмную фабрику», производственная мощность увеличилась до 1 млрд юаней, время смены цвета сократилось до 25 секунд, а уровень сертификации продукции значительно повысился.
V. Будущие тенденции и стратегии реагирования
Технология низкотемпературного отверждения: УФ-светодиодное отверждающее оборудование (длина волны 395 нм) сокращает время отверждения до 4 секунд и снижает энергопотребление на 45%.
Фторированные добавки: Разработать фторированные добавки, такие как силан и пескообразующие агенты, для замены пеногасителей, содержащих ПФКК (регламент REACH вступит в силу в 2023 году).
Модульная конструкция: Печь для отверждения представляет собой комбинацию строительных блоков, адаптируемую к различным размерам заготовок, при этом тепловой КПД остается выше 93% (пример компании, производящей сельскохозяйственную технику).
