
1. Состояние отрасли и проблемы энергопотребления
Технология порошкового напыления широко используется в автомобилестроении, производстве бытовой техники и других отраслях, однако среднегодовое потребление энергии одной линией напыления составляет 500 000–800 000 кВт⋅ч, из которых более 60% приходится на этап отверждения, а коэффициент использования порошка, как правило, менее 75%. Электропроводка традиционных децентрализованных шкафов управления сложна и энергоэффективна, а избыточное распыление и рикошет при ручном напылении приводят к значительным потерям материала.

2. Множество путей оптимизации
1. Модернизация оборудования
Централизованный электрический шкаф управления: Централизованный электрический шкаф управления с интерфейсом промышленного Интернета вещей снижает энергопотребление на 18% благодаря глубокой интеграции, а качество распыления увеличивается до 98,7%. Модульная конструкция поддерживает 6–12 видов порошков для быстрой смены цвета (<5 минут), что подходит для многопрофильных производственных линий.
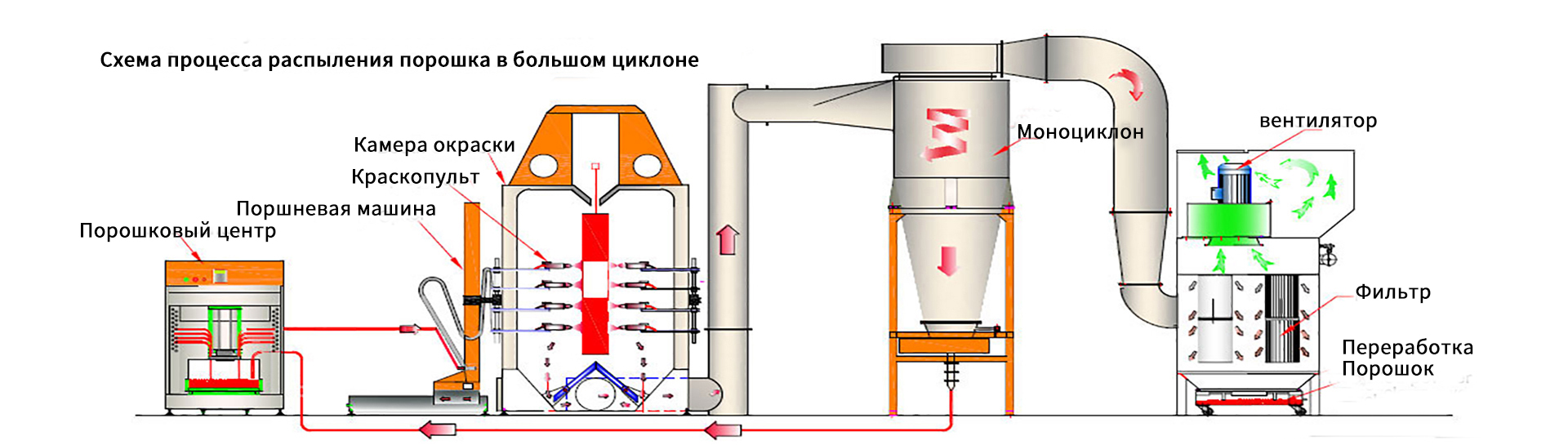
Эффективная система рекуперации: технология циклонной сепарации и композитной рекуперации с использованием импульсного фильтра повышает коэффициент использования порошка до более чем 98%, а вентилятор с регулируемой частотой вращения поддерживает небольшое отрицательное давление (-15–-20 Па), снижая энергопотребление на 37%.
2. Оптимизация процесса
Интеллектуальные параметры распыления: алгоритм ИИ автоматически корректирует траекторию в соответствии с формой детали, электростатическое напряжение металлической краски поддерживается на уровне 80–90 кВ, а твёрдый слой краски снижается до 60–70 кВ, а давление распыления оптимизируется (металлическая краска 0,35–0,40 МПа), благодаря чему коэффициент использования порошка превышает 92%.
Система циркуляции тепловой энергии: отходящие газы системы сушки проходят через установку сжигания РТО и теплообменник, а отходящее тепло используется для нагрева предварительной обработки. Коэффициент использования тепловой энергии увеличивается на 40%, а расход природного газа снижается на 25–30%.
3. Инновационные материалы
Высокая адгезия порошка: коэффициент использования достигает 99,2%, коэффициент качества увеличивается до 98,5%, поддерживается толстослойное напыление (толщина плёнки 30 мкм).
Замена красок на водной основе: выбросы ЛОС сокращаются на 90%, а энергопотребление при сушке — на 35%, что соответствует стандартам сертификации ЕС CE.
4. Цифровое управление
Платформа управления энергопотреблением на основе Интернета вещей: развертывание системы управления энергопотреблением, мониторинг данных каждого узла в режиме реального времени и повышение скорости реагирования на аномальное энергопотребление на 70%.
Полноценная библиотека параметров процесса: интеграция 12 типов параметров, таких как температура и влажность окружающей среды, характеристики покрытия, динамическая оптимизация траектории распыления и кривой сушки, а также повышение коэффициента использования на 18% по сравнению с традиционными алгоритмами.
3. Перспективы развития
Интеллектуальное управление на основе ИИ: мониторинг плотности порошка в режиме реального времени автоматически регулирует поток воздуха, а коэффициент восстановления превышает 98%.
Технология низкотемпературного отверждения: 130°C x 5 минут заменяет традиционный процесс при 180°C, снижая энергопотребление еще на 20%.
Очистка методом растворения и кристаллизации: химическая обработка позволяет достичь чистоты отработанного порошка, сопоставимой с чистотой нового порошка, и создать замкнутую систему с нулевыми отходами.
4. Заключение
Оптимизация энергоэффективности линий порошкового напыления требует скоординированных усилий по четырем направлениям: оборудование, технологический процесс, материалы и управление. Благодаря комплексному применению централизованных электрических шкафов управления, интеллектуальных систем переработки, технологий циркуляции тепловой энергии и цифровых платформ предприятия могут добиться снижения энергопотребления на 30–50%, одновременно повышая показатели сертификации продукции и соответствие экологическим нормам. Стремясь к достижению цели «двойного углеродного следа», отрасль ускоряет переход от модернизации отдельного оборудования к комплексному экологичному производству
